185 m des im Jahre 1961 aus Stahlbeton erstellten Mischwasserkanals in der Mitte des Ortsteils Bremen standen zur Sanierung an. Bevor die Ausschreibung erfolgte, wurden im Vorfeld verschiedene Lösungsmöglichkeiten geprüft. Dazu gehörte die Erstellung eines Sachverständigengutachtens sowie eine Niederschlags- und Abflussmessung. Bei der Sanierung setzte man schließlich auf den Einbau von Synthesefaserlinern.
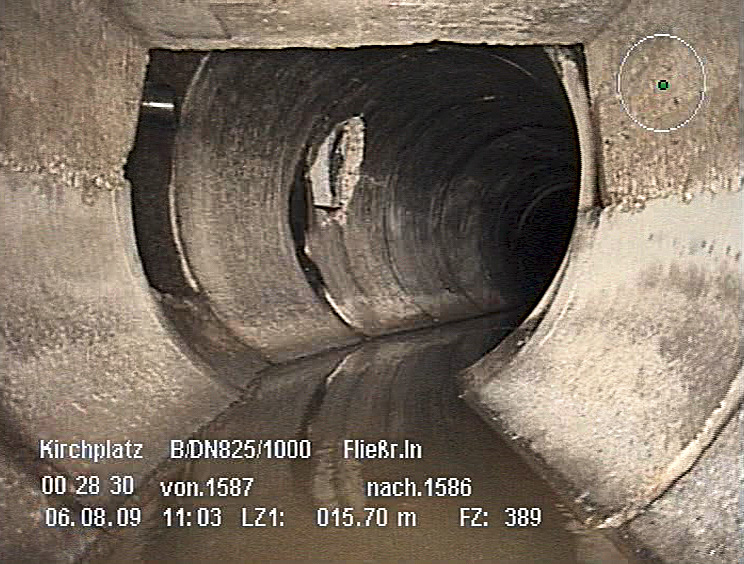
Die Teilstrecke bestand aus drei verschiedenen Kanalprofilen: DN 1 000/825 Kastenprofil, DN 1200 Kreisprofil und DN 1 100/1650 Eiprofil, wobei der Übergang vom Kreis- auf das Kastenprofil innerhalb einer Haltung lag. Im/am Kreisprofil DN 1 200 verlief noch eine weitere Versorgungsleitung. Außerdem waren in mehreren Haltungen eine Vielzahl von Bögen zwischen 15° und 45° zu berücksichtigen. Die größtenteils geringe Überdeckung des Kanals von nur 50 cm war ebenfalls zu berücksichtigen. Nach Befahrung der Sammler wurden die festgestellten Mängel nach ATV-M 143-2 beurteilt. Hierbei handelte es sich hauptsächlich um Verschleißerscheinungen des Betons in der Sohle, am Kämpfer und im Scheitel sowie um Undichtigkeiten an Muffen durch größere Ringspalte, Lageabweichungen und nicht fachgerecht angeschlossene Stutzen. Zudem existierten Abplatzungen, Scherbenbildungen und Wurzeleinwüchse. Darüber hinaus zeigte sich mechanischer Verschleiß und die Bewehrung war an einigen Stellen im Kastenprofil sichtbar korrodiert. Dieses Schadensbild galt es bei der Auswahl des Verfahrens zu bedenken. Emissionsbelastungen durch Abgase, Feinstaub und Lärm sollten zudem ebenso gering gehalten werden wie die Beeinträchtigung von Boden, Grundwasser oder auch Gebäuden. Auch die Minimierung der Auswirkungen auf Anwohner und Geschäftsleute war ein wichtiges Thema. Betrachtet wurden offene und geschlossene Verfahren. Hier im Speziellen das Schlauchlining-Verfahren mit den Trägermaterialien Synthese- und Glasfaser sowie das GFK-Einzelrohr-Lining.Eine Sanierung in offener Bauweise war nicht zu empfehlen. Begründet wurde dies u. a. mit der Dauer der Maßnahme, der Belastung der Anwohner, den Kosten, der Standsicherheit angrenzender Gebäude sowie der Problematik der Doppelkanäle. Auch die Sanierung mittels GFK-Einzelrohrlining musste verworfen werden, da sich der Leitungsquerschnitt der bestehenden Haltungen zu sehr reduziert hätte. Die Bögen innerhalb des Kastenprofils DN 1 000/825 und der Dimensionswechsel auf das Kreisprofil DN 1 200 ließen auch nicht den Einbau eines Glasfaserliners zu. Daher fiel die Entscheidung auf den Einbau von Synthesefaserlinern für alle zu sanierenden Profile und auf die Niederlassung Münster der Insituform-Rohrsanierungstechniken als Ausführer.
Erfolgreiche Umsetzung in knappem Zeitfenster
Das Zeitfenster für die Sanierung war sehr eng gesteckt. In nur zwei Wochen sollten die Liner eingebaut sein. Los ging es mit der Sanierung der kreuzenden Wasserleitung im Kreisprofil DN 1200. Es folgten die Herstellung des Pumpensumpfs zum Ansaugen des Mischwassers und der Aufbau der Wasserhaltung für 1 065 l/s. Die 200 m Stahlrohrleitungen DN 600 wurden wegen der örtlichen Verhältnisse auf der gesamten Sanierungsstrecke auf 4,5 m lichte Durchfahrtshöhe aufgeständert. Rund 30 % der beauftragten Summe entfielen auf den Auf- und Abbau sowie das Betreiben der Wasserhaltung.
Parallel wurde mit dem Schachtabbruch und der Sanierung der Straßenabläufe sowie dem Austausch einzelner Teilbereiche der Anschlussleitungen in offener Bauweise begonnen. Es folgten das Fräsen von Wurzeleinwüchsen, Ablagerungen, Stutzen und einragenden Dichtungen, das Ausbessern von Abplatzungen und Verschließen von Einläufen, verdeckten Schächten und Anschlüssen. Im Kreisprofil kam das Aufarbeiten der bis zu 30 cm breiten klaffenden Muffen dazu. Die an mehreren Stellen freiliegende Bewehrung war im Kastenprofil mit Rostschutz zu versehen und mittels kunststoff-modifiziertem Kanalsanierungsmörtel zu verspachteln. Des Weiteren mussten hier die Eckbereiche mit Kanalsanierungsmörtel vorprofiliert werden (Hohlkehlen), um Hohlräume zwischen Liner und Altrohr zu vermeiden. Zudem galt es einen Übergang für den Dimensionswechsel von Kreis auf Kasten herzustellen. Vor der Produktion der Synthesefaserliner im Insituform-Werk im thüringischen Geschwenda mussten die Kanalprofile kalibriert werden: Überprüfung der Profilabmessung der zu sanierenden Haltungen über die Leitungslängen. Die Planung sah den Einbau in zwei Abschnitten vor. Bei beiden galt es Dimensionswechsel von mehreren Dimensionssprüngen zu berücksichtigen: DN 1 200 auf DN 970 sowie DN 1 200 auf DN 1 365. Entsprechend konnten die Liner als Spezialanfertigung aus korrosionsbeständiger Synthesefaser mit einseitiger Kunststoffbeschichtung gefertigt und anschließend mit abwasserbeständigem, warmhärtendem Polyester-Harz imprägniert werden: 70 m DN 1 200 – in der Einbauwandstärke von 18 mm mit Konus auf 65 m Kastenprofil DN 1 000/825 in der Einbauwandstärke 24 mm – und 20 m DN 1 200 – in der Einbauwandstärke 18 mm mit Konus auf 30 m Eiprofil DN 1 100/1 650 in der Einbauwandstärke 27 mm.
Der erste Abschnitt sah die Inversion gegen, der zweite in Fließrichtung vor. Die Herausforderung bestand neben den Dimensionswechseln und der Durchfahrung der Bögen mit bis zu 45° auch in der Festlegung der Höhe der Wassersäule. Hier waren die Insituform-internen Vorgaben zu beachten und gleichzeitig die geringe Überdeckung des Altkanals von teilweise nur 50 cm. Ein zu hoher Innendruck könnte schnell zur Aufweitung des Altrohrs und folglich der Straßenoberfläche führen, da die Auflast zu gering wäre: Die Höhe des Gerüstturms (mit ausgeklapptem Förderband) betrug 7,7 m. Die eigentliche Inlinersanierung startete mit dem Einbau im 1. Bauabschnitt »just in time«. 135 m Synthesefaserliner trafen – für den Transport eisgekühlt – in Ense ein. Nachdem der dünne Folienschlauch (Preliner) in die Sanierungshaltung eingebracht war, begann die Inversion. Der Einbau solcher Liner erfordert ein perfektes Zusammenspiel des Einbauteams, Fingerspitzengefühl bei der Inversionswasserzufuhr sowie der Einstellung der Wassersäule und damit der Erzeugung des hydrostatischen Drucks und der Festlegung der optimalen Inversionsgeschwindigkeit, um die formschlüssige und eng anliegende Auskleidung des Rohres zu gewährleisten.
Nachdem der Schlauch am Zielschacht angekommen war, begann die Schlauchhärtephase zum eigentlichen muffenlosen, formschlüssigen »Rohr im Rohr«. Mobile und stationäre Anlagen mit einer Gesamtkapazität von rund 2 800 kW Heizleistung sorgten für die kontrollierte Erhitzung des Wassers mit einer Vorlauftemperatur von ca. 90° C und die Umwälzung über mehrere Stunden. Die Temperaturentwicklung wurde über Thermofühler an unterschiedlichen Punkten des Rohrverlaufs kontrolliert und protokolliert. Nach der Härtung wurde das Wasser wieder auf die Umgebungstemperatur heruntergekühlt, um die durch die Polymerisation entstandenen Spannungen im neuen Insituform-Rohr abzubauen. Erst danach erfolgte die Rohröffnung am Inversionsende sowie der verfahrensbedingt überfahrenen Zuläufe und Schächte.
Alle erforderlichen Kennwerte erreicht
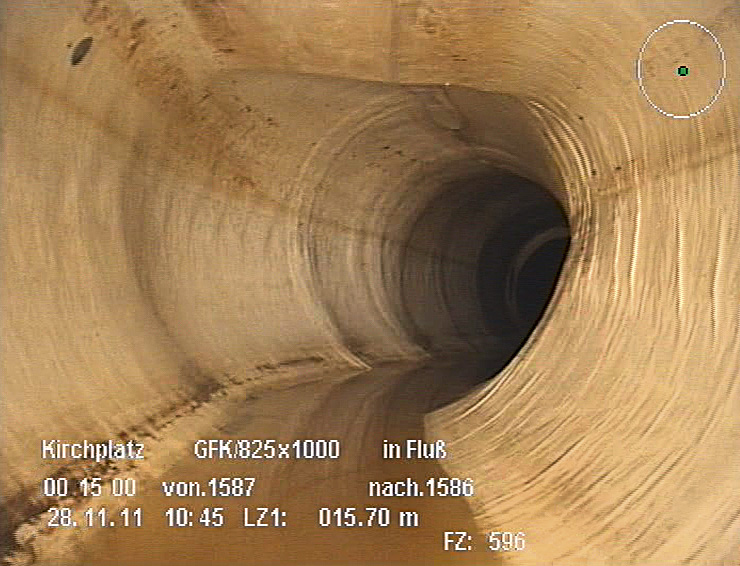
Die folgende Probenentnahme fand durch ein Prüfinstitut statt: Untersuchungen der entnommenen Proben auf Wasserdichtheit, Wanddicke, E-Modul und Biegespannung gemäß DIBT-Zulassung des Inliners. Alle erforderlichen Kennwerte wurden erreicht und so der Nachweis erbracht, dass die Liner den zu erwartenden Belastungen über die gesamte Lebensdauer von mindestens 50 Jahren standhalten werden und einem neu verlegten Rohr hinsichtlich der Qualitätsanforderungen nicht nachstehen.
Auch der Einbau im zweiten Bauabschnitt lief für alle Beteiligten zufriedenstellend und ohne Komplikationen ab. Der Insituform-Synthesefaserliner wurde schon in über 30 500 km Kanäle der Dimensionen DN150 – 2 000 eingebaut.


{kind=link}