
Alles aus einer Hand – so lautet das Konzept des Familienunternehmens AWR Abbruch, das gemeinschaftlich von den Gebrüdern Viqa geführt wird. Mit Hauptsitz in Weißenthurm und Niederlassungen in Frankfurt und Stuttgart beschäftigt AWR heute über 140 Fachkräfte und unterhält mit rund 170 Fahrzeugen und Geräten, davon alleine über 50 schwere Baumaschinen mit Spezialanbauten, einen leistungsfähigen Fuhrpark.
Neben Projekten im schweren Erdbau ist die integrierte Dienstleistung bei mittleren und großen Rückbauprojekten Schwerpunkt des nach allen aktuellen Rückbau- und Sanierungsrichtlinien zertifizierten Unternehmens: Von der Planung über die Ausführung mit Koordinierung aller beteiligten Nebengewerke bis zum Handling aller rückgebauten Materialien inklusive der gesetzlich vorgeschriebenen Entsorgung oder wirtschaftlich sinnvollen Wiederverwertung übernimmt AWR als Generalunternehmer die Verantwortung. Die Areale werden dann bauvorbereitet für die weitere Nutzungen von AWR übergeben. Projekte mit regelmäßig über 100 000 m³ umbauten Raum und mehr als 50 000 t anfallenden Restmassen stellen trotz umfangreicher Maschinenausrüstung erhebliche Anforderungen an die interne Logistik und die beteiligten Lieferanten und Servicepartner.Flexibilität zählt
Das gilt auch für die mobile Aufbereitungstechnik, die AWR vor Ort zur Stofftrennung, der Optimierung von Transportströmen bzw. zur qualifizierten Wiederverwertung mineralischer Restmassen in der Bauvorbereitung einsetzt. Insgesamt vier eigene mobile Brecher und Siebe der mittleren Leistungsklasse über 40 t hält AWR vor, die je nach Aufgabenstellung mit passenden Lademaschinen und bei Bedarf kurzfristig beigestellten Mietanlagen zu leistungsfähigen Teams kombiniert werden. Wie bei den spezialisierten Rückbau-Geräten gewährleistet auch hier eine akribische Terminierung und Logistik die hohe Maschinenauslastung. Von Baustelle zu Baustelle wechseln die Mobilanlagen per Tiefbettlader. Auch die Service- und Lieferpartner sind gefordert: Ohne große eigene Bauhof-Kapazitäten vertrauen die Gebrüder Viqa auf die Servicequalität ihrer oft lang angestammten Lieferanten.
Seit mehreren Jahren setzt AWR im Aufbereitungsbereich auf Produkte und Leistungen des Sandvik-Partners Trump Technik Velbert. Bereits 2008 übernahm man den raupenmobilen Backenbrecher QJ340 und übergab auch den Service der Bestandsgeräte, den Trump Technik mit eigenen Monteuren bzw. seinem regionalen Rhein/Main-Kooperationspartner erledigt. Regelmäßig greift AWR auch auf den Trump-Mietpark mit aktuellen Sandvik-Mobilanlagen für Recycling und Gewinnung zurück, die spezifisch aufgerüstet »just-in-time« abrufbar sind.So setzte AWR übergangsweise die kompakte QJ241 (34 t) aus dem Trump-Mietpark ein und konnte sich dabei einmal mehr von der Leistung der Sandvik-Backenbrecher im harten Baustelleneinsatz überzeugen. Entsprechend kamen Sandvik und Trump Technik auch bei der Verjüngung der AWR-Brecherflotte zum Zuge: Seit vergangenem Jahr arbeitet der raupenmobile Sandvik-Backenbrecher QJ341 neben dem QJ340 und einem weiteren Backenbrecher im Baustellen-Wechseleinsatz. Neben den guten Langzeiterfahrungen mit dem Vorgängermodell (Ø ca. 1 500 Bh/Jahr) gab dabei vor allem die Kombination aus hoher Brechleistung, praxisgerechtem Maschinenkonzept und innovativen Lösungen bei Antrieb, Steuerung und Förderkomponenten den Ausschlag für den Kaufentscheid.Mit der Aufgabeöffnung von 1 200 x 750 mm ihres Einschwingen-Backenbrechers liegen die Sandvik-Maschinen innerhalb der 50-t-Transportklasse weit vorne. Gerade im spezifischen AWR-Einsatz der Zerkleinerung/Trennung vorgebrochener Mauerwerks- bzw. Stahlbeton-Strukturen gewährleistet dies bei Aufgabestückgrößen bis 650 mm einen störungsfreien Betrieb, der zudem durch groß dimensionierte Übergaben und die Hubhydraulik des Hauptförderbandes zur einfachen Anpassung des Magnetaustrags unterstützt wird.
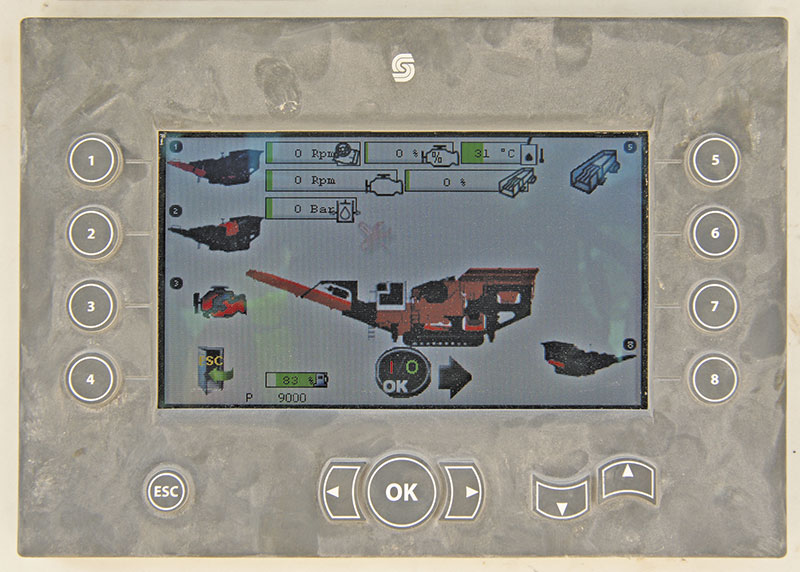
Dank hoher Brechgeschwindigkeit und breitem Brechspaltbereich von 50 bis 175 mm (hydraulisch verstellbar) produziert der QJ341 auch einbaufertige Endkörnungen mit hohen Stundenleistungen. Insbesondere hier kommt die weiterentwickelte SPS-Anlagensteuerung mit Sensoren für Banddrehzahl und Brecherfüllstand zum Tragen, die aktiv die Beschickung regelt und darüber hinaus die Leistungsaufnahme des 261-kW-starken Cat-Antriebs (EU-IIIB) und der Nebenaggregate (beispielsweise hydraulischer Lüfterantrieb) optimiert.Für ausgedehnte Feldeinsätze wichtig sind auch die zahlreichen Verbesserungen, die Sandvik im Bereich der Bedienerführung und der Wartungsfreundlichkeit umgesetzt hat.
Automatische Steuerungsroutinen zur Inbetriebnahme und umfassende Diagnosefunktionen minimieren Rüstzeiten und erleichtern Wartungsarbeiten, die zudem durch bodennahe oder breite Podeste erreichbare Zugriffspunkte noch sicherer wurden.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}